Wouldn’t it be amazing if factory machines could tell when they need maintenance, we get live inventory level updates and the entire production process can be seen on a screen? Imagine everything getting done by itself; human intervention. This isn’t the future but is already happening with IoT in the manufacturing industry.
The IoT is transforming how manufacturers operate and help reduce downtime to improve product quality and Industrial IoT in manufacturing is making production smarter, faster, and more connected. Let’s take you through how IoT is being used in the manufacturing world and how your factory can make the most of it.
IoT in Manufacturing
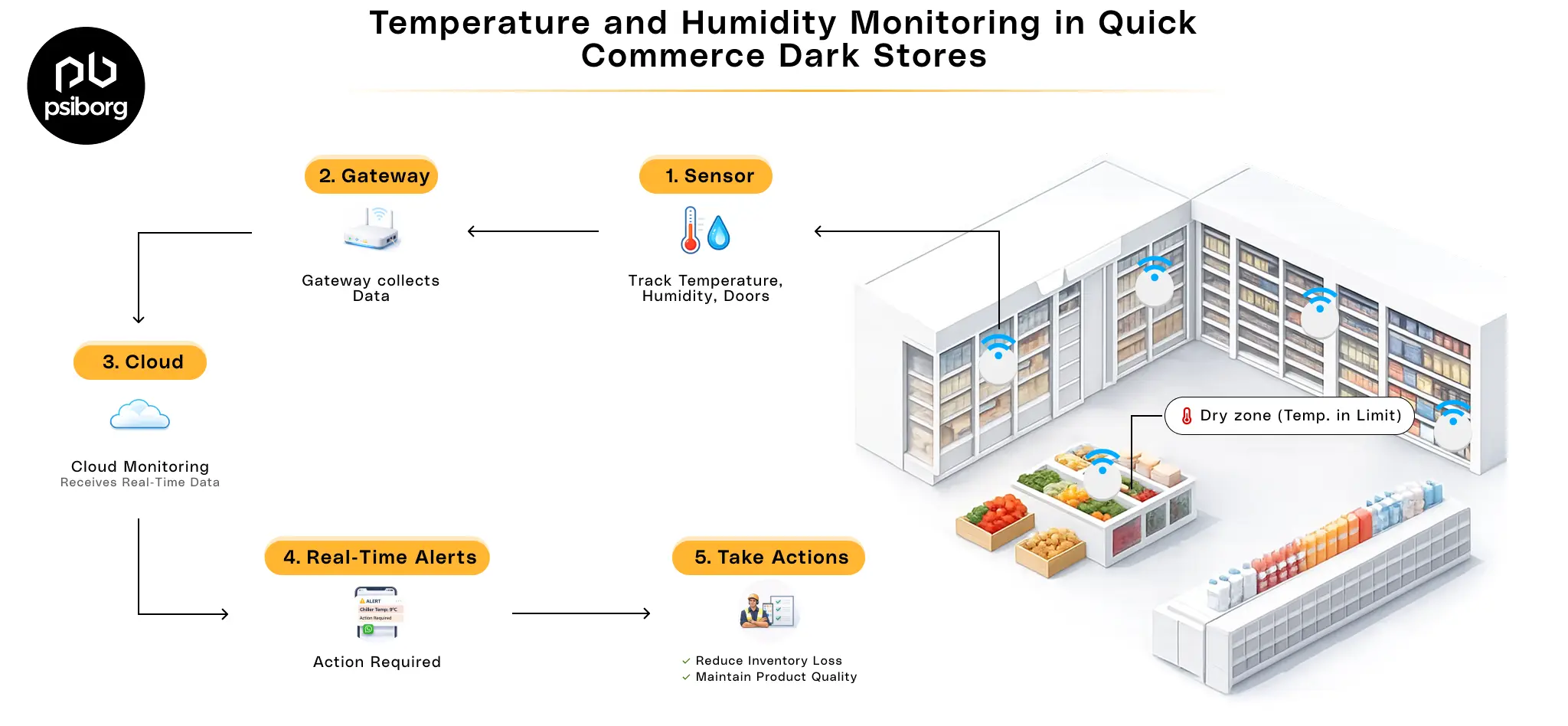
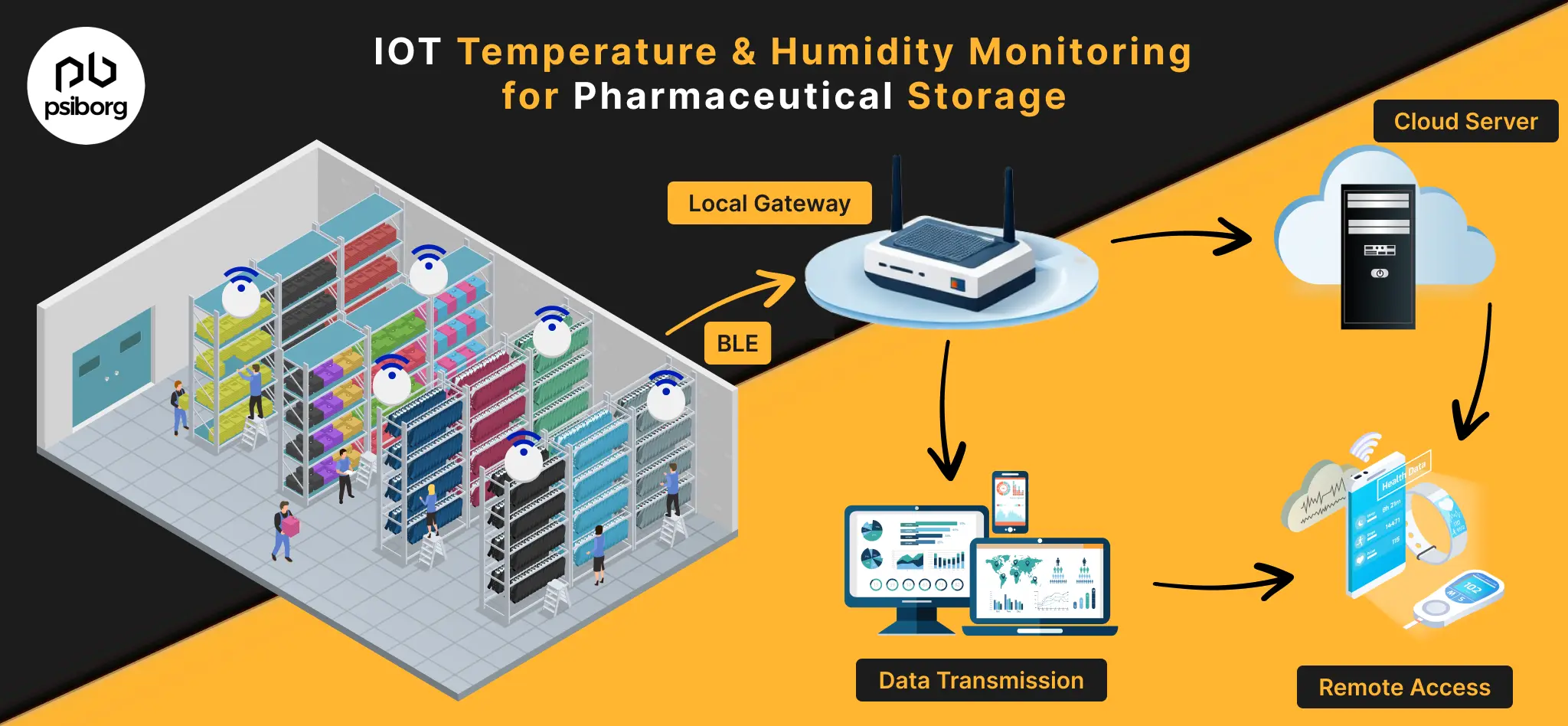
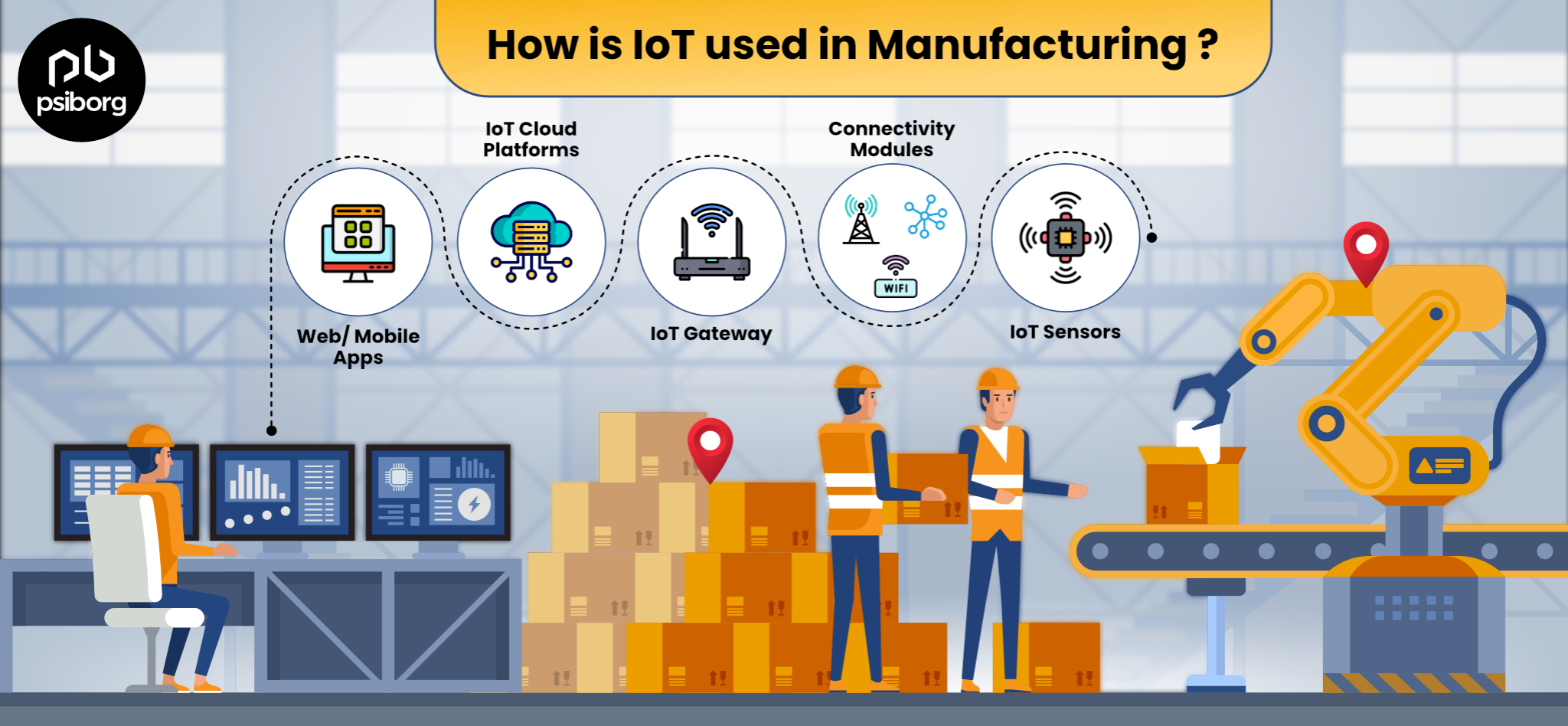
When we talk of IoT in the manufacturing industry, it’s basically a network of devices, sensors, machines and systems that are connected together. Being embedded in various equipment on the shop floor inside the facility, they collect and share real-time data across the production environment and help with seamless communication and exchange of data.
At the core level, Industrial IoT in manufacturing gives companies a clearer visibility into operations so they can make better decisions. IoT is very different from traditional automation because not only it performs tasks but also gathers useful insights.
IoT helps manufacturers in:
- Monitoring machine health and performance at all times
- Detecting abnormalities before they cause major breakdowns
- Optimizing the usage of energy and reducing waste
- Allowing live tracking of goods and raw materials
- Improving overall safety and compliance with the rules
IoT solutions for manufacturing integrate smart sensors, cloud platforms, edge computing and data analytics that help build a “smart factory” that is highly efficient. The Internet of Things in manufacturing industry goes beyond connecting machines and changes how the entire ecosystem works.
IoT Use Cases in Manufacturing
Now that we are familiar with the benefits of introducing IoT in the manufacturing industry, let’s look at some exciting applications of IoT solutions:
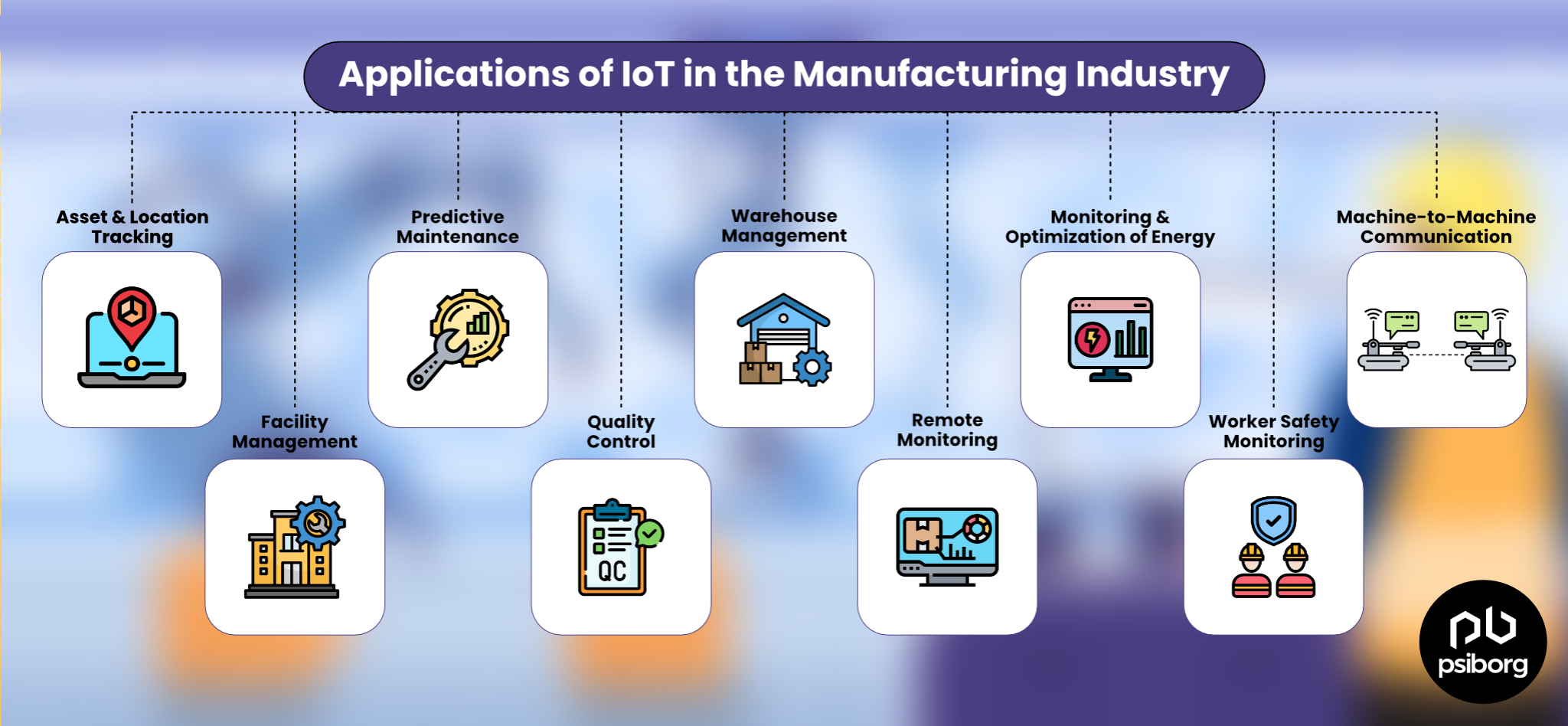
1. Asset and Location Tracking
With an IoT-based asset tracking system, you can track and locate manufacturing products and deliverables in real-time. With an IoT system, the team can track all the goods in the supply chain to be updated about any possible damages to the goods.
2. Facility Management
The sensors connected to the IoT can monitor and manage the environmental conditions of the floor. They can detect factors that can potentially block factory operations and know when a fault occurs. Managers can constantly get insights into the performance of the machines.
3. Heavy Equipment Monitoring
Maintenance teams can use IoT-based software to schedule and plan regular inspections by tracking repair history, planning and scheduling routine inspections, and collecting data on working and environmental conditions.
Additionally, these solutions can integrate with equipment tracking to track where equipment is, how much it’s being used, and its movement.
4. Warehouse Management
Integrating IoT technology into warehouse management is very useful for manufacturers as they can provide faster and quicker deliveries of their products across locations. They gain supply chain transparency, prevent product damage and waste, and strengthen their inventory management system.
5. Remote Production Monitoring
IoT supports live remote monitoring of manufacturing processes. Supervisors can access dashboards remotely to learn about the production status, performance of machines and workforce activities. This helps make decisions faster and operations smoother throughout.
6. Monitoring and Optimization of Energy
Smart energy meters and IoT sensors make it efficient to track electricity usage across various machines and work zones. Companies can easily identify energy-hungry areas that use the most energy and can cut down serious energy costs. Savings and sustainability together!
7. Monitoring of Worker Safety and Compliance
Managers can track workers’ locations with wearable IoT devices and ensure they are not in unsafe conditions. Supervisors can get real-time alerts of mishaps or if workers are overexposed to dangerous situations. That’s how companies can maintain workplace safety and maintain records.