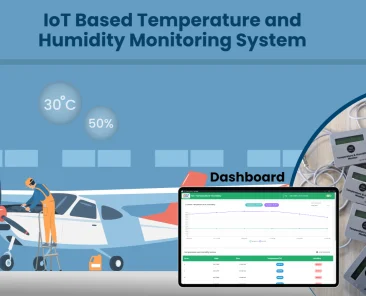
An IoT-Based Temperature and Humidity Monitoring System provides real-time tracking and analysis of environmental conditions to ensure optimal operational efficiency and safety in industries such as aerospace, manufacturing, and defense.
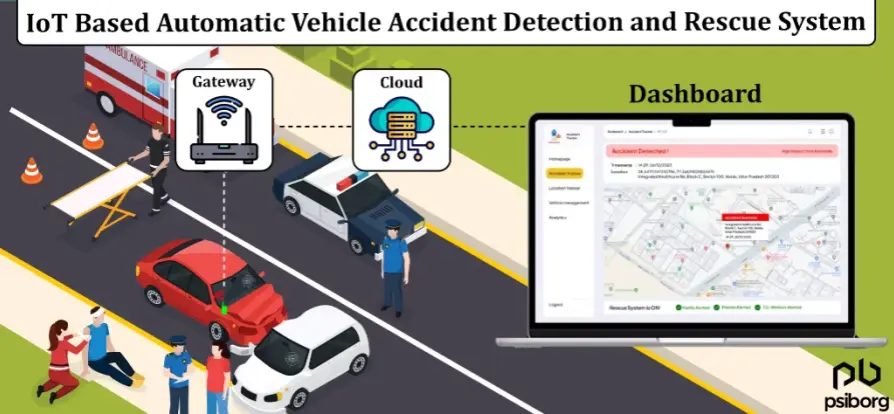
IoT Based Automatic Vehicle Accident Detection And Rescue System
An IoT based automatic vehicle accident detection system helps to reduce the loss of life due to accidents. Also, it reduces the time taken by the rescue team/ambulance to reach the hospital.